


FAQ
-
Q: Fengwei Welding Positioner User Guide-Special for Welders
2022/02/17
Fengwei Machine
-
A:

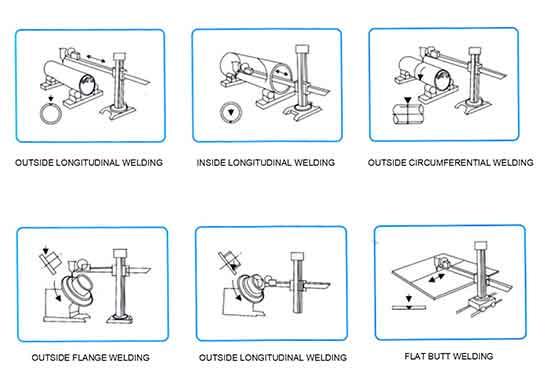
The welding positioners' placement concepts are the same for both large and tiny. The basic product is attached to the placement device and then moved through a mechanical process into a function that allows for the most straightforward welding and joining. The whole weldment is relocated when components or subassemblies are added to provide simple access to the welding positioner.

While the weldment is attached to a proper positioning tool, safety is increased. Cranes, chains, slings, and other non-rigid methods of moving an item can result in uncontrolled motion, which is potentially dangerous. Welders should not maneuver themselves beneath a likely heavy weldment without the assistance of a positioner, reducing the danger of damage from falling sparks, slag, or components.
Welder fatigue is reduced, protection is increased, weld quality is improved, and manufacturing floor space is saved when a weld is appropriately positioned, regardless of its dimensions. By utilizing a mechanical technique to move the weldment and placing the welding region in a comfortable position, Welders aren't forced to weld in inconvenient or out-of-function situations.

Even though many welders are trained to conduct overhead and vertical welding, down and welds generally need far less expertise, allowing even inexperienced welders to produce excellent results. Gravity assists the welder in a downward weld, leading in equal limbs on weldments, a cleaner beading area, and less cleaning and reconstruction time.
A welder may do semiautomatic welding that is both productive and ergonomically comfortable by combining a positioner with a welding strength source and a torch stand. Under the supervision of a desk-bound torch, the positioner holds the part and manipulates it. This torch might be equipped with a weaving motor to allow vibration to fill large gaps or v-grooves. Steady velocity and torch location raise the effectiveness and consistency of the weld.

Regardless of the size of both the weldment, welders must keep these five ideas in mind when choosing, working with, and servicing a positioner.
Attach Weldment Correctly
Splitting is a concern because the technique by which a weld is attached to a positioning device is as essential as the positioner themselves. Manufacturing fixtures are created for a certain program that is used repeatedly. This fixture is permanently attached to the positioner, and its distinctive form allows for precise component alignment.
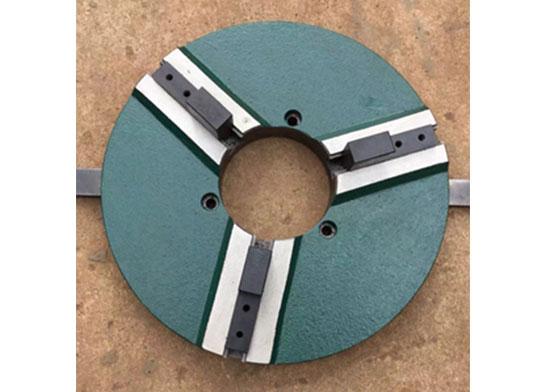
A 3-jaw chuck is commonly used to connect round components. While the element expands from the desk, the component must no longer shrink back from the jaws. Additionally, the element may grow or settle as a result of the heating and cooling that occurs during and after the welding method, which might cause the chuck's hold on the workpiece to change.

Many positioners have slots for bolting the workpiece to the face. Welding the component to the positioner is a good way to avoid shear forces from sliding the element while it is being moved. Any of those approaches, whether stand-alone or combined, will work if used correctly.
Remember The Cog
When choosing the right positioning device for the task, it's important to consider not only the weight and length of the weldment but also the center of gravity (cog) and how far it is from the site device. The cog factor is the value at which the weldment balances evenly on all axes. As the distance between the device and the positioner grows, more torque is applied to the positioner. Because the welder supplies the positioner with fabric and components, the cog changes, and these changes must be taken into account.

The motor and manual selection will be guided by the positioner manufacturer's specifications. Welders must examine the requirements for each horizontal and vertical loading to ensure that the weldment is capable of being addressed. The positioner must be able to withstand the maximum load possible.
Use Turning Rolls For Cylinders
A weldment can be rolled if it has a cylindrical shape. A pipe or vessel can be rotated using small turning wheels or idlers to allow for down and welding. The power rolls produce a good circumferential weld by providing constant rotation. Although loafer rolls are not driven, they can be provided in a sequence to help with longer pipelines and containers. These are commonly used to connect pipes and ends to vessels and to add flanges to pipe ends.
When a spherical component is extended outward, the combination of a roller-type pipe stand and a vertical-faced table positioner provides stability and safety. The weight is transported haphazardly, the cog may be supported, and the rollers provide two points of contact.
Join Ground Modern-Day To The Positioner
During welding, a ground modern must be connected to the positioner. The floor now moves from the table to the chassis, eliminating the need to remove and replace a welding clamp on a regular basis. Electric components may be damaged and poor weld deposits may be formed if adequate grounding is not provided.
The positioner must be compatible with the electrical current generated by the welding equipment. Additionally, all ground cables should be firmly secured by removing any paint before bolting to the carriage.

Keep It Flat
Despite the tiny positioning device, the unit must be set up on a flat, level surface to avoid tipping. If mounting holes are provided, these should be utilized to secure the positioner to a solid floor to prevent it from tipping over while in operation or if it is subjected to unusual pressure. A positioner mounted on a workstation or stand must also be securely fastened.

A Short Discussion On The Running Of Industrial Weld Positioners
A weld positioner's functioning principle is the same for all workpieces, no matter how large or tiny. They form a rotating plane that is perpendicular to the ground. Large pieces of tooling might be placed on those positioners. A welding positioner, on the other hand, is more than just a revolving workstation. Its performance is limited by the static torque output limitations. It was capable of rotating at high speeds while carrying a substantial amount of weight.

How Does A Welding Positioner Function?
Welding positioners function by grasping a pipe junction or valve and rotating the workpiece as needed, allowing the welder to continuously solder a flat joint with no breaks in the process. Instead of needing to reposition the torch or electrode-holder, the welder may maintain the weld puddle in place.
Welding positioners are useful for boosting welding deposition rates and lowering rejection rates because they make the welding seams on the pipeline more accessible. A welding gripper, also known as a welding positioner, helps the operator weld at quicker speeds than a manual or semiautomatic welding setup allows.
A welding positioner is a tool that keeps the comfort of the welder in mind. It makes them feel less tired since they can stand in one place and complete their work. They shouldn't move or bend since this welding positioner may revolve in 360 degrees. On the welding positioner, the objector painting piece to be welded is adjusted. Pipe joints or valves are used to outfit weld positioners. That is one of the main reasons why it is widely used in industries that form metal parts or components using metal fabrication or CNC machining. This article goes through the functions, advantages, and uses of weld positioners, among other things.
2022/02/17
Fengwei Machine





-
- About Us
Company Profile
Video
-
- Follow Us
- yiru.wang@wxfengwei.com
- (0510)83695226
- No.151 Yangshan West Road, Huishan Dist










