


beam straightening machine
There are many process parameters of beam straightening machines, but most of the parameters related to mechanical design (such as roller diameter) are fixed and not adjustable.


There are many process parameters of beam straightening machines, but most of the parameters related to mechanical design (such as roller diameter) are fixed and not adjustable.
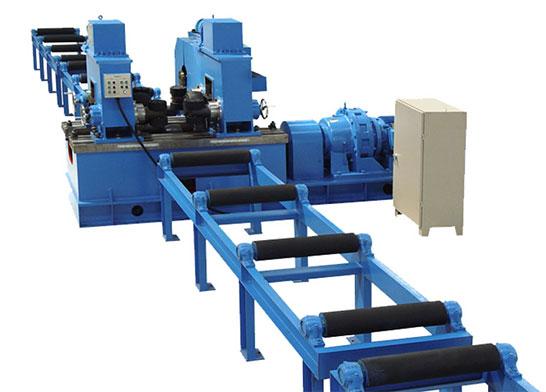
The beam straightening machine consists of three parts: tension roller group, bending roller group, and straightening roller group. Among them, the tension roller group consists of eight steel rollers, which are divided into two groups (the inlet tension roller group and the outlet tension roller group), and the tension is provided by the transmission speed difference between the front and rear roller groups; the bending roller group and the straightening roller group are usually Appears in pairs, both of which are composed of a work roll and several support rolls. The bending roll group and the straightening roll group provide bending tension by pressing the sheet down, and the pressing depth of the roll determines the degree of bending of the sheet.
There are many process parameters of beam straightening machines, but most of the parameters related to mechanical design (such as roller diameter) are fixed and not adjustable. The adjustable process parameters related to the quality of the sheet mainly include two parts: the straightening tension provided by the tension roller set and the pressing depth (reduction amount) of the bending roll set and the straightening roll set which determines the bending degree of the steel plate.
The beam straightening machine is divided into 3 rolls, 4 rolls, 5 rolls, 6 rolls, 7 rolls, 9 rolls, 11 rolls, 13 rolls, 15 rolls, 17 rolls, 19 rolls, 21 rolls, and 23 rolls according to the number of straightening rolls; According to the straightening thickness, it is divided into thin plate beam straightening machine, medium plate beam straightening machine, thick plate beam straightening machine, etc.; Continuous straightening), stretch bending straightening machine, etc. The stretch bending straightening machine is suitable for the straightening of very thin strip steel (0.02~0.3mm) and is suitable for most industries.

The beam straightening machine uses the alternating bending deformation method to level the straightening machine of the rolled piece. The common one is the roll straightening machine. Gradually reduce and then level. The small deformation straightening scheme is a straightening scheme in which the reduction amount of each roller on the beam straightening machine can be adjusted individually. The large deformation correction scheme is to make the rolling pieces with different original curvatures undergo several severe reverse bends (large deformations) to eliminate the unevenness of their original curvatures, form a single-valued curvature, and then straighten the rolling pieces with a single-valued curvature according to the method to level.
Beam straightening machine reduction parameter adjustment
(1) For materials of the same thickness and different steel grades, the reduction at the entrance and exit of the beam straightening machine gradually increases with the gradual increase of the yield strength of the material.
(2) For materials of the same steel grade and different thicknesses, the reduction amount at the straightening inlet and outlet gradually decreases with the increasing thickness of the material.
(3) Under normal circumstances, the reference value of the population depression is 40%-30% of the material thickness, and the reference value of the outlet depression is 10%-0 of the material thickness.

Preparation before straightening
(1) Start the thin oil lubrication system (the emulsion system must also be started during a wet correction).
(2) If the work roll is reground, the indicator zero position adjustment should be carried out, including pressing down the range indicator and the upper and lower backup roller adjustment indicators.
(3) Confirm the validity of the brake and limit switch.
(4) Confirm that there is no abnormality in the main drive system and the roller system and that the roller surface is free from damage and inclusions.

Operation of beam straightening machine
(1) Determine and adjust the roll shape and roll gap value of the work roll according to the original curvature and thickness of the steel strip.
When the original steel plate is wavy, the upper and lower work rolls should be in a straight state; when the original steel plate is straight in the middle and corrugated at the periphery, the position and shape of the upper work rolls are the same as in the previous case, but the lower work rolls must be placed in a straight state. Work rolls are pre-bent.
(2) Contact the head and tail consoles and start the main drive motor. At this time, the straightening quality of the steel plate should be observed after the beam straightening machine or on the belt conveyor after shearing.
(3) If the straightening quality is qualified, it will pass continuously; if it is unqualified, lift the upper roller, return the steel belt, adjust the roll shape, then press down, move the main drive, and continue to pass after the inspection is qualified.
According to the type of beam straightening machine, the thickness of the steel plate, the strength of the steel plate, the number of rolls, and the diameter of the rolls of the straightening machine are selected; then the reduction at the entrance of the straightening machine is selected according to the plate thickness, and the convexity of the straightening roll is adjusted reasonably according to the shape of the steel plate. To ensure the quality of the steel plate shape.






